


当社切削加⼯の特徴
⾃動加⼯機により、加⼯⼨法・加工帯鋼全体の寸法状態のグラフや、測定データの全寸法表、製品率表等をご確認いただけます。
統計例
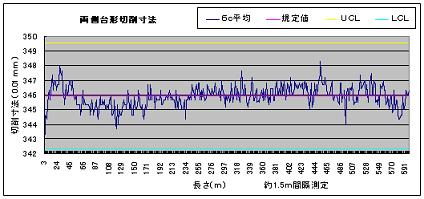
実際の加工データ:両側台形切削 規格値346(単位1/100mm)平均切削精度±0.03mm
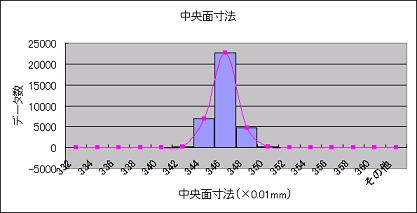
ヒストグラムによる加工寸法分布
| 標本数 | 34770 |
|---|---|
| Cpu | 1.469260442 |
| Cpl | 1.894359922 |
| Cpk | 1.469260442 |
| 規格外データ数 | 64 |
| 規格内データ数 | 34706 |
| 規格外発生率(%) | 0.184406115 |
工程能力指数等統計表(端末未加工部カット前)
加⼯の利点
-
ロール潰しを⽤いて同様の形状に加⼯する際に潰したことにより発⽣する盛り上がりが⽣じない
『 プレス製品加⼯時の⾦型によるツールマークを解消 』
-
ロール潰しを⽤いて同様の形状に加⼯した際、潰したことにより発⽣する潜在歪みが⽣じない
『 プレス製品加⼯時の⾦型によるツールマークを解消 』
-
⾃動フィードバック制御は、刃物切り込み量の⾃動制御を可能にし、切削量の最適化を実現
(⾃動加⼯機のみ)『 切削ビビリ・切削⾯光沢・両側台形左右肩幅の均⼀性 』
-
⾃社開発による、加⼯機、プログラムのため、設定変更可能
(⾃動加⼯機のみ)『 品質の不安定・異常に迅速に対応 』
『 多品種少量品も、⾃在に対応 』
-
⼨法測定のデータ処理を⾃社で⾏っているため、設定変更可能
(⾃動加⼯機のみ)『 データの取得⽅法、統計処理⽅法も⾃由に作成 』
 お問合せ
お問合せ